

BAOD EXTRUSION (Jiangsu Baodie Automation Equipment Co., Ltd.) founded in 2002, is dedicated to the custom design, precision engineering, and global distribution of thermoplastic extrusion systems. Drawing upon over 25 years of engineering excellence initially incubated in Taiwan under the KINGSWEL GROUP, we established our modern manufacturing base in mainland China in 1999 to cater to global demands for extreme tolerance controls.
Our long-term R&D focus lies at the intersection of precision melt-flow dynamics, high-efficiency co-extrusion technology, next-generation industrial automation, and comprehensive mechanical-electrical safety protection systems.
Achieving dimensional tolerances down to ±0.02 mm using high-stability melt pumps and closed-loop control systems.
Optimized barrel heating and screw geometry design to reduce energy consumption by up to 25% compared to legacy setups.
Integrating Siemens PLC systems with Profinet connectivity for real-time telemetry, remote calibration, and data acquisition.
Norway represents one of the world's most demanding regulatory and physical environments for industrial piping. The North Sea offshore oil and gas sectors, onshore and offshore aquaculture installations, and rapid maritime electrification demand plastic tubing that can withstand massive hydrostatic pressures, corrosive marine environments, and extreme low temperatures.
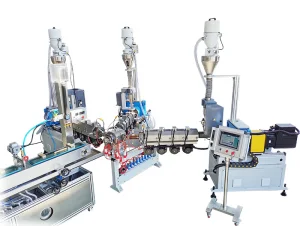
Subsea umbilical cables, for example, rely heavily on multi-layer polyamide (PA11/PA12) and fluoroplastic (PVDF) inner conduits to transport hydraulic fluids and chemicals. Our multi-layer extrusion technology allows for co-extruding up to 5 layers, integrating oxygen barrier layers (EVOH) and chemical-resistant barriers to satisfy stringent NORSOK and DNV-GL standards. Additionally, the fast-growing aquaculture industry requires large-scale, heavy-duty HDPE piping for deep-sea fish pens alongside microduct networks for sensory feedback systems.
The extrusion sector is moving rapidly away from manual calibration toward autonomous, self-correcting process lines. In the high-precision medical and aerospace tubing fields, real-time outer diameter (OD) and wall thickness tracking are paramount. The technical roadmap for BAOD's systems in Norway highlights three major areas:
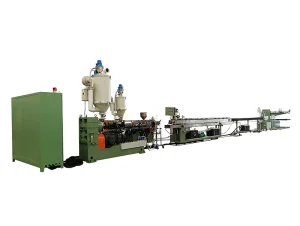
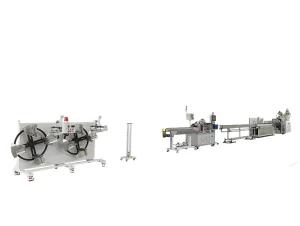
Infrastructure lines deployed in Norway must cope with dynamic ground shifting and freeze-thaw cycles. Typical solutions involve corrugated high-density polyethylene (HDPE) or polypropylene (PP) conduits. The structural rib design provides high ring stiffness with minimal weight. Our high-speed corrugated pipe lines feature continuous block vacuum forming systems, ensuring rapid cooling and consistent corrugated geometry even at high output speeds.
Operating machinery in Norway means adhering to strict European safety standards (CE Mark, Machinery Directive 2006/42/EC, Low Voltage Directive 2014/35/EU, and Electromagnetic Compatibility Directive 2014/30/EU). BAOD ensures all electrical systems utilize Schneider, Siemens, and ABB components that are easily sourced in Europe, reducing down-time. We provide remote diagnostics capabilities, allowing our design engineers in Shanghai and Taiwan to securely interface with the machine's PLC over local secure networks to troubleshoot and optimize parameters without waiting for on-site visits.
By coupling Taiwan's precision component designs (such as high-grade alloy nitrided screws and optimized crosshead dies) with Shanghai's robust industrial supply chain, BAOD delivers high-stability extrusion lines at a fraction of the cost of traditional Central European manufacturers. Our Lean Manufacturing 4.0 processes ensure that raw material sourcing, CNC machining of extruder dies, assembly, and testing are tightly controlled in-house, ensuring 100% predictability in shipment times and machine performance.
Contact our engineering consultation team today to request structural drawings, energy-efficiency calculations, and competitive pricing metrics.
Send Inquiry Now


When Norwegian procurement officers and production managers analyze potential extrusion machinery suppliers, the focus extends far beyond initial capital expenditure (CAPEX). A comprehensive Total Cost of Ownership (TCO) calculation is vital, incorporating the following operational parameters:
Our lines incorporate laser-telemetry outer-diameter gauges that send real-time signals back to the puller motor and melt pump. This achieves wall-thickness variations within 1.5% and OD tolerance within ±0.02 mm, minimizing raw material waste and preventing failures in downstream assembly.
Flexible screw designs and custom-nitrided barrels allow our clients to switch between high-viscosity resins like PVDF, PA12, and PU, and low-viscosity polymers like LDPE/PP, with minimal downtime, providing maximum product flexibility on a single manufacturing footprint.
With heavy-duty construction, high-efficiency AC motors, and automated synchronization between the extruder, cooling bath, puller, and cutter, our lines boast an Overall Equipment Effectiveness (OEE) rating exceeding 92% in 24/7 manufacturing environments.
We achieve this through a combination of a high-precision melt pump, which stabilizes melt pressure fluctuations, a specialized medical-grade sizing sleeve in the vacuum calibration tank, and a servo-driven belt puller that operates without speed fluctuations. Real-time laser scanning loop adjustments ensure continuous micro-adjustments during the extrusion run.
Yes, we design specialized corrosion-resistant barrels and screws (such as Hastelloy or high-nickel alloy steel) to withstand the high temperatures and corrosive acid gases generated when processing fluoroplastics (PVDF/FEP). Heating zones are equipped with high-density ceramic bands to maintain constant melt temperatures up to 380°C.
Our machines are built to meet CE directives, featuring physical safety guards with interlock switches, easily accessible Emergency Stop buttons, low-noise vacuum pumps, and complete electrical isolation. The control panel interfaces run on localized safety relays that satisfy European safety standards.
A standard line requires approximately 60 to 75 days for manufacturing and assembly, followed by 7 to 10 days of internal trial runs using the customer's specific resin formulation. Factory Acceptance Testing (FAT) can be witnessed via live video link or in-person at our facility before shipment.
Yes, we provide comprehensive commissioning services. Our engineers can travel to your facility in Norway (such as industrial areas in Oslo, Bergen, or Stavanger) to install the line, optimize parameters, and train your staff. We also provide online, remote PLC diagnostic support for immediate assistance.





BAOD EXTRUSION showcased its latest R&D achievements, presenting next-generation "Smart Extrusion & High-Efficiency Innovation" solutions that address energy recovery, high line speeds, and digital automation integration.

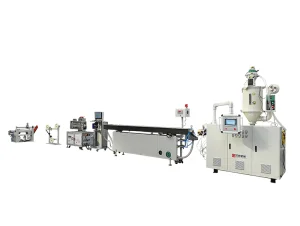
Designed for civil blasting and mining infrastructure operations, these precision detonating tubes demand strict wall thickness controls to guarantee transmission speed and safety integrity under extreme pressure.

A side-by-side analysis of how BAOD maintains parity with European medical-device compliance, focusing on cleanroom suitability, multi-layer tooling, and high-stability calibration setups.