


Founded in 2002, BAOD EXTRUSION has established a formidable global reputation as a premier designer and manufacturer of precision plastic extrusion equipment. Driven by a core team carrying over 18 years of engineering and fabricating experience in high-quality systems from Taiwan, our heritage is anchored in industrial rigor. The parent company (KINGSWEL GROUP) laid the groundwork for this legacy by establishing a state-of-the-art Shanghai manufacturing hub back in 1999.
Today, our focus lies at the intersection of material science, complex mold geometry, and automated downstream processing. We specialize in helping global enterprises transition from custom design blueprints to high-volume, cost-effective extrusion runs with strict quality control. Through our design-for-manufacturing (DFM) approach, we ensure that every custom profile and medical micro-duct we support meets the most rigorous tolerances.
Our engineering laboratory concentrates on four vital growth areas to optimize our customers' total cost of ownership (TCO) and maximize extrusion efficiency:
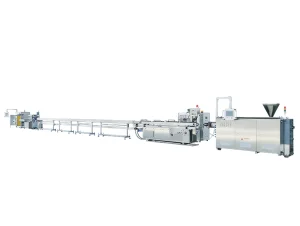
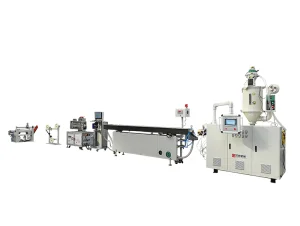
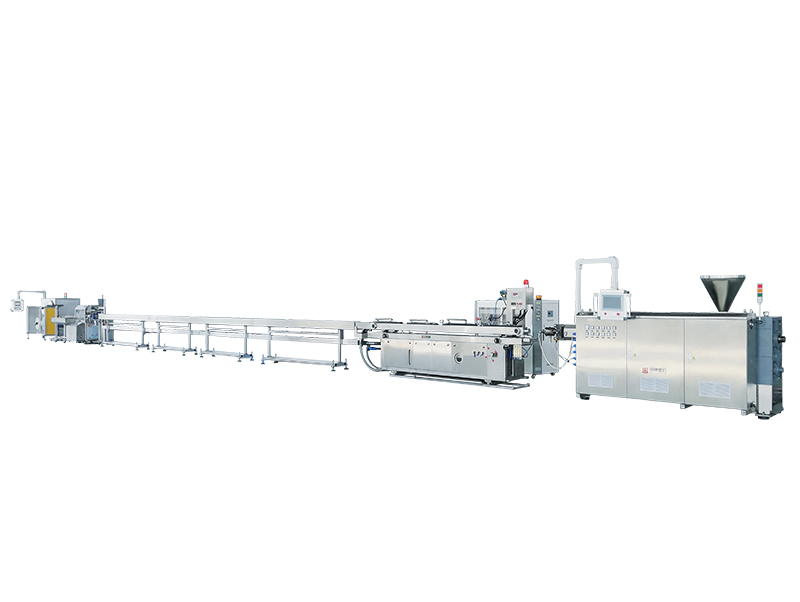
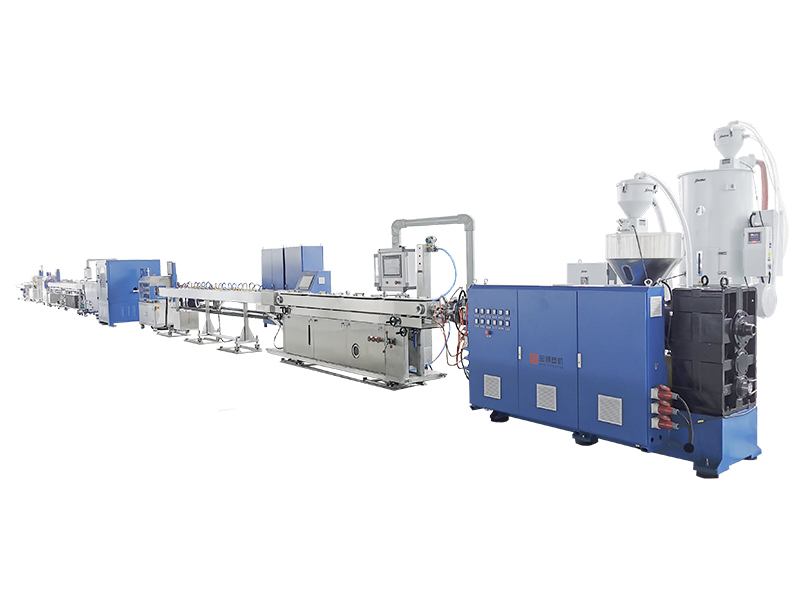
Plastic extrusion is a continuous manufacturing process where raw thermoplastic material is melted and forced through a shaped die to form a continuous profile. In custom plastic extrusion design, achieving dimensional accuracy, high surface quality, and structural integrity requires a deep understanding of polymer rheology, tooling geometry, and downstream calibration dynamics. This guide serves as an engineering blueprint to help you optimize custom profile and tube design for maximum yield and function.
Choosing the correct thermoplastic is the foundation of any custom plastic extrusion design. Different polymers display vastly different melt strengths, shrinkage rates, and flow behaviors under high pressure. The table below outlines key materials utilized in precision profiles and tubing, highlighting their primary application areas and design considerations.
| Polymer Material | Melt Strength & Ease of Extrusion | Shrinkage Rate | Primary Application Areas | Critical Design Considerations |
|---|---|---|---|---|
| High-Density Polyethylene (HDPE) | Moderate to High | 1.5% - 3.0% | Silicone Core Tubes, Micro-ducts, Utility Pipes | High thermal shrinkage requires precise vacuum sizing and intensive cooling. |
| Polypropylene (PP) | Moderate | 1.0% - 2.5% | Medical tubes, Automotive components, Fluid conduits | Prone to warping if wall thicknesses are uneven. High crystalline structure. |
| Polyvinyl Chloride (PVC - Rigid/Flexible) | High (Rigid) / Low (Flexible) | 0.1% - 0.5% | Medical tubing, Sealing profiles, Construction trims | Highly shear-sensitive. Corrosive gaseous bypass requires chrome-plated tooling. |
| Thermoplastic Vulcanizates (TPV) | Moderate | 1.2% - 2.0% | Automobile sealing strips, weatherstripping, soft grips | Excellent elastic recovery. Excellent choice for co-extrusion over rigid substrates. |
| Fluorine Plastics (FEP/PTFE/PFA) | Very Low (Difficult) | 2.0% - 4.0% | Chemical resistant tubing, Aerospace insulation, Catheters | Extremely high processing temperatures required. Corrosive melt needs special Hastelloy tooling. |
| Polyamide (PA / Nylon) | Low (Highly Fluid) | 1.0% - 2.0% | Multi-layer fuel lines, pneumatic brake hoses | Hygroscopic nature requires intensive pre-drying. Demands precise die-gap calibration. |
In custom plastic extrusion design, maintaining a uniform wall thickness is paramount. When a profile exits the extrusion die, the polymer is still in a molten state. As it enters the vacuum calibration tank or water bath, thinner sections cool and solidify faster than thicker sections. This differential cooling creates internal stresses, leading to:
If design constraints demand varying wall thicknesses, transitions should be gradual. Implement a minimum radius fillet on all internal and external corners. Sharp 90-degree corners create flow stagnation points in the die and stress concentration zones in the final product. A minimum corner radius of 0.5mm (0.020") is highly recommended to maintain smooth polymer flow and uniform heat transfer.
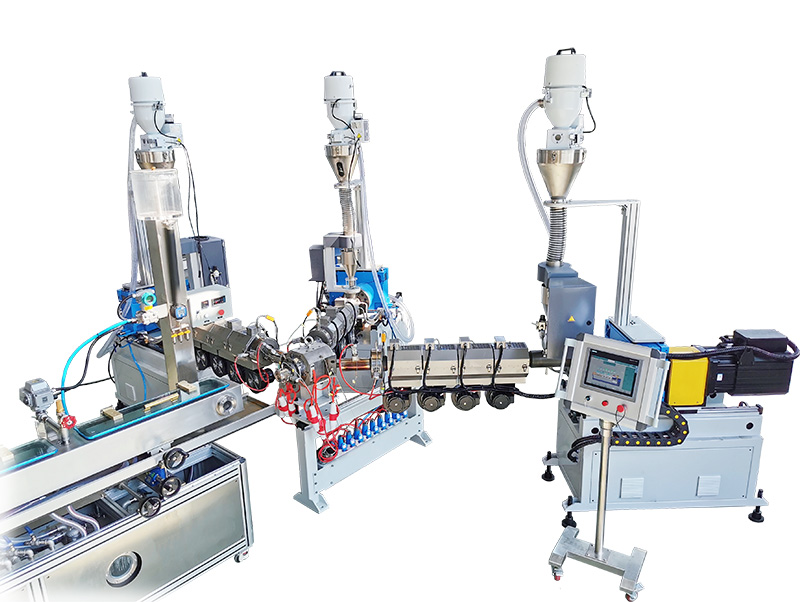
Co-extrusion allows engineers to combine different polymers into a single profile or tube, utilizing the best properties of each material. This is highly valuable in applications such as:
When designing co-extruded profiles, material compatibility is key. Chemically dissimilar polymers will not bond without a tie-layer or mechanical interlocking mechanism. Designers must evaluate the thermal expansion and shrinkage rates of both materials to prevent delamination or bowing during cooling.
In modern industrial manufacturing, cost-competitiveness must co-exist with top-tier engineering. As a leading manufacturer based in Jiangsu, China, BAOD EXTRUSION integrates the strengths of China’s robust industrial supply chain with advanced precision technology developed in Taiwan.
Our proximity to world-class steel manufacturers, heat-treatment facilities, and advanced CNC machining clusters allows us to source premium materials and precision components at lower costs. By optimizing our in-house production across a 16,000m² manufacturing facility, we pass these savings directly to our global customers. This ensures that a BAOD extrusion line offers superior component life and output stability compared to standard machinery, while remaining highly cost-effective.
We build our machinery with top-tier international brands to guarantee long-term operational reliability and global compatibility:
Large-scale global buyers require more than just machinery; they need risk mitigation, operational reliability, and comprehensive lifecycle support. At BAOD Extrusion, we align with international procurement protocols through:
Maintaining regulatory compliance is a necessity in sectors like medical catheter production and automotive sealing strips. Our machinery and tooling are engineered to comply with the most stringent global standards:

BAOD EXTRUSION showcased its latest R&D achievements at Booth 7.1C04, presenting “Smart Extrusion · High-Efficiency Innovation” solutions...
Read More +
In sectors ranging from mining to infrastructure demolition, the hair-thin plastic detonating tube requires absolute precision and safety reliability...
Read More +
An in-depth analysis of how China's precision catheter extrusion technologies match or exceed European standards while optimizing project capital expenditure...
Read More +
Why the global automotive shift toward electric and lightweight vehicles has made the tolerance requirements of fluid and cooling lines more critical than ever...
Read More +
Reviewing key innovations in automated co-extrusion, inline punching, metal strip insertion, and dynamic cross-section monitoring for 2026 vehicle platforms...
Read More +Non-uniform wall thickness causes differential cooling rates. Thinner sections cool and shrink quickly, pulling the still-molten polymer in thicker sections towards them. This results in warping, bowing, sink marks, and dimensional inaccuracy. To prevent this, design transitions with a gradual taper and incorporate fillets on all corners.
For precision micro-catheters and automotive tubing, our lines can achieve outer diameter (OD) and wall thickness tolerances as tight as +/- 0.02mm to 0.05mm. This is made possible by combining our high-stability vacuum sizing tanks with online ultrasonic or laser dimensional monitoring systems that dynamically adjust the line's puller speed.
We design and manufacture high-efficiency downstream equipment, including our FQ series rotary fly cutters and SPS-Dh automatic winders. These units communicate directly with the main extruder PLC, ensuring that cutting lengths and winding tension adjust automatically based on line speed to prevent stretching or deformation.
Thermoplastic Vulcanizates (TPVs) and plasticized PVC are the leading materials. TPV offers excellent compression set resistance, UV stability, and flexibility over a wide temperature range, making it ideal for the sealing bulb, while rigid PP or PVC is co-extruded as the structural base.
All BAOD extrusion machinery is designed to meet international standards (CE, UL compatibility). We perform a pre-shipment Factory Acceptance Test (FAT) with client materials. We handle all export packing and documentation, and we deploy engineers globally to manage installation, calibrate machinery, and train local staff.