

BAOD EXTRUSION (Jiangsu Baodie Automation Equipment Co., Ltd.), founded in 2002, is dedicated to the state-of-the-art designing, manufacturing, and international sales of plastic and elastomer extrusion equipment. Building on the foundation of 18 years of experience designing and fabricating high-precision machines in Taiwan, our original parent company KINGSWEL GROUP invested in establishing a dedicated manufacturing base in Shanghai in 1999.
Today, we represent more than 25 years of design and manufacturing experience in precision plastic and elastomer extrusions. Our long-term R&D efforts focus on the integration of smart control algorithms, highly efficient thermal management, cleanroom compliance for medical tubing, and heavy industrial profile stabilization.
Unlike traditional thermoplastics, processing silicone rubber (Liquid Silicone Rubber - LSR or High Consistency Rubber - HCR) requires precise temperature isolation, low shear stress screw configurations, and continuous, ultra-uniform vulcanization heating. Here is how BAOD Extrusion solves this technical challenge.
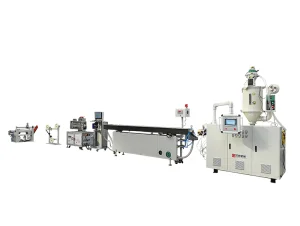
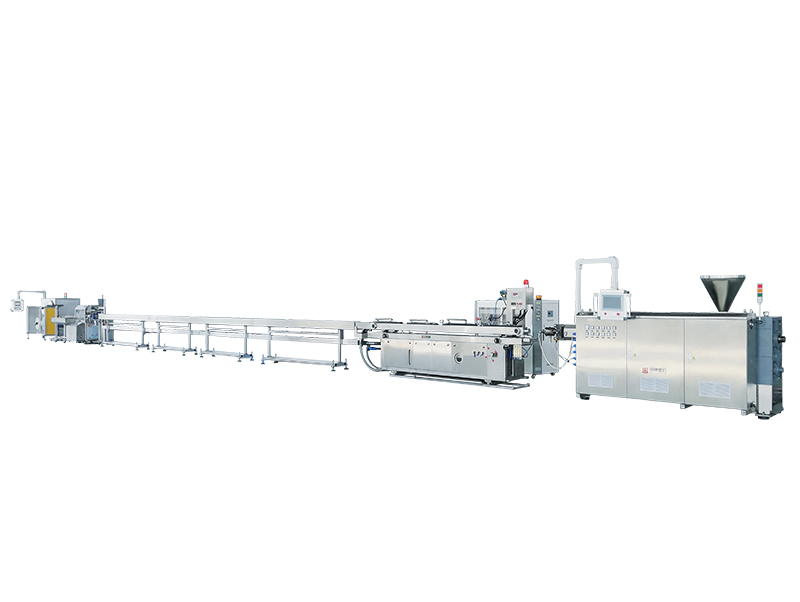
Silicone vulcanization is highly temperature-dependent. Our extruders utilize a water-cooled jacketed barrel and a specialized single-flight screw with a low compression ratio. This prevents shear heating within the material before it passes through the extrusion die, preventing pre-crosslinking blockages.
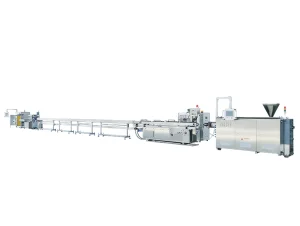
To transform the soft silicone profile into a highly elastic component, the extruded profile must enter a high-temperature curing oven immediately. BAOD offers high-efficiency Hot Air Vulcanization (HAV) tunnels and high-power Infrared (IR) curing systems. This guarantees uniform vulcanization, smooth surface finishing, and cross-sectional stability.
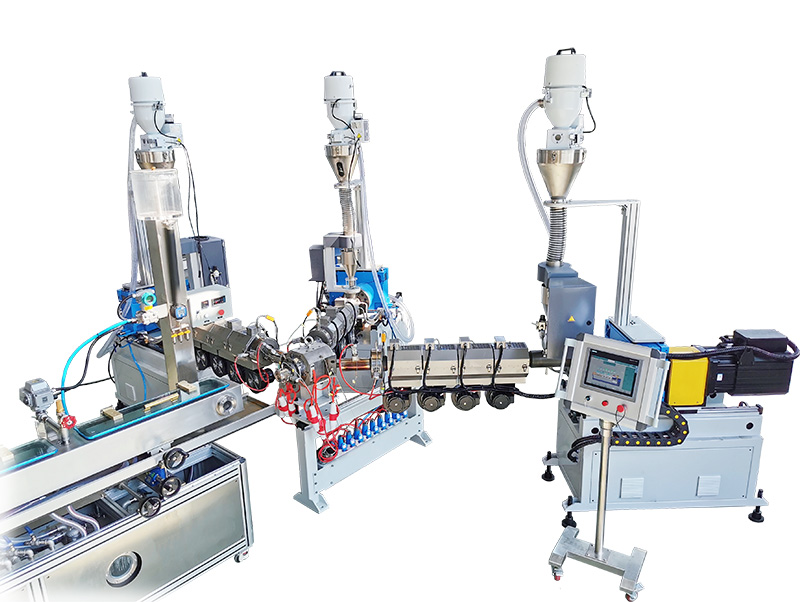
Our extrusion lines feature continuous multi-axis laser micrometer measurement systems. This system feeds dimensions back directly to the caterpillar puller and the extruder screw motor, dynamically adjusting the line speed and ensuring absolute consistency in silicone profiles without physical contact.
| Extrusion Line Parameter | Thermoplastic Line (PVC/TPV) | Silicone Extrusion Line (HCR) | Key Engineering Advantage |
|---|---|---|---|
| Screw L/D Ratio | 25:1 - 33:1 | 12:1 - 18:1 | Prevents excessive material shearing and premature vulcanization inside the barrel. |
| Barrel Thermal Zone Control | Heating up to 230°C | Water-cooling jacketed (15°C - 35°C) | Maintains raw silicone stability prior to entering the heated die head. |
| Curing & Crystalline Setup | Water cooling tank / Vacuum sizer | Heated Curing Tunnel (250°C - 450°C) | Forces rapid cross-linking to maintain the profile shape without collapse. |
| Typical Applications | Automotive Sealing, Tubes | High-temp Gaskets, Medical Catheters | Provides outstanding heat, chemical, and biological resistance. |
At BAOD Extrusion, we understand that a silicone profile is only as good as the reliability of the system that produces it. We design turn-key plant lines tailored for industries with stringent regulatory and quality expectations.
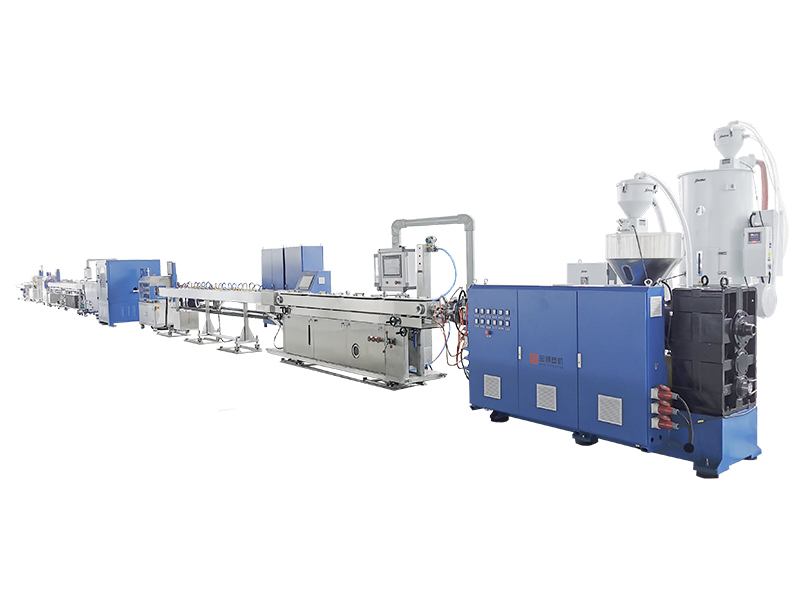
From engine compartment seals to weather stripping, our TPV and PVC Sealing Strip Extrusion Lines support co-extrusion technologies, combining hard metal inserts, foam silicone, and solid silicone components to ensure acoustic and thermal insulation.
Medical tubes require sterile environments and zero heavy-metal contamination. Our High Speed PVC/TPV Medical Tube Extrusion Lines are designed to run in cleanrooms. They process USP Class VI biocompatible materials with ultra-precise wall thickness control, vital for intravenous lines and catheter tubing.
High-voltage cable sleeves and insulation profiles require continuous, defect-free extrusion over long operational runs. BAOD's metal pipe and steel wire coating lines ensure seamless adhesion between the substrate and outer silicone sheath.
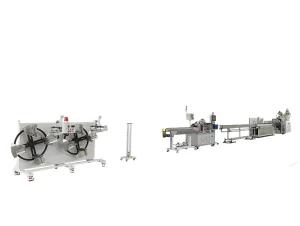
Equipped with precision metal tape inserters, embossing wheels, and online punching tools. Ensures absolute conformity to IATF 16949 requirements.
Designed with surgical-grade stainless steel die components and automated vacuum sizing tanks for exact control over multi-lumen channel structures.
Synchronizes pay-offs, tension controls, extruders, cooling systems, and coiling systems under a central Ethernet-based Siemens control center.
Based in Jiangsu's advanced industrial manufacturing corridor, BAOD Extrusion leverages a mature local supply chain to ensure quality and speed. By integrating advanced CNC machining with robust in-house fabrication, we control the entire production timeline.
Exporting machinery globally requires compliance with safety, electrical, and environmental regulations. BAOD Extrusion systems are engineered to meet global standards, ensuring seamless deployment at customer sites.
All electrical cabinets, wiring harnesses, safety guards, and emergency stop systems are built according to European CE standards or UL/CSA regulations, ensuring compliance for deployment in North America and the EU.
For medical tube manufacturers, our lines feature clean-air containment, grease-free lubricants, and mirror-finished contact surfaces to meet GMP and ISO 13485 requirements.
Our PLC software integrates with customers' internal MES or ERP systems via OPC UA or Modbus protocols, allowing real-time tracking of production metrics, uptime, and energy consumption.
When sourcing silicone and technical profile extrusion lines, purchasing agents must balance immediate budget considerations with long-term line efficiency. To assist your team, our engineering team has developed this procurement checklist:
Our engineering team can customize extrusion screws, die profiles, cooling tanks, and take-up assemblies to match your specific production requirements.
These processing systems represent our core technologies. Each system is designed, assembled, and calibrated in our manufacturing facility to ensure reliable operation.
Designed to produce micro-bore catheters, capillary lines, and diagnostic tubing. Features real-time vacuum calibration and precise pressure controls.
Supports multi-layered polyamide co-extrusion for automotive fuel and emissions systems, ensuring high chemical resistance and low permeability.
Optimized for high-output medical tubing production, achieving speeds up to 100m/min while maintaining tight outer diameter tolerances.
Utilizes specialized forming blocks to construct flexible protection conduits for wire harnesses, solar arrays, and industrial equipment.
Integrates high-strength textile knitting with internal and external polymer layers, ideal for high-pressure fluid delivery systems.
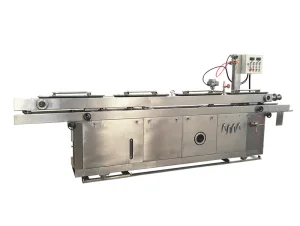
A complete manufacturing system that integrates steel wire feeding, extrusion, vulcanization, online punch processes, and automated cutting.
Standard plastics require high thermal heat and pressure along the barrel to melt solid polymer pellets. In contrast, silicone is typically introduced as a soft paste (High Consistency Rubber - HCR) or liquid (Liquid Silicone Rubber - LSR). The extruder's barrel must be kept cool (jacketed with cold water) to prevent the silicone from cross-linking (curing) inside the machine. Vulcanization is instead triggered by a high-temperature curing oven immediately after the silicone profile exits the die head.
Depending on your profile dimensions, we supply Hot Air Vulcanization (HAV) tunnels, Infrared (IR) curing ovens, and combined systems. For small, thin-walled medical tubes, IR curing enables rapid surface cross-linking to prevent shape collapse, while thicker profiles are typically processed in multi-zone HAV tunnels for uniform heat penetration.
We integrate multi-axis laser micrometer measurement sensors directly downstream of the cooling/curing system. This sensor constantly monitors the profile's outer diameter (OD) and thickness, sending feedback to the PLC system. The PLC automatically adjusts the speed of the caterpillar puller and extruder screw to maintain tolerances within ±0.03mm to ±0.05mm, preventing out-of-spec products.
Yes. Our engineering department specializes in co-extrusion technology, allowing you to combine rigid inserts (like steel wire or metal strips) with foam and solid elastomer coatings. This is highly suitable for manufacturing complex automotive door and trunk sealing strips.
Stay informed with the latest updates from BAOD Extrusion, covering international plastics exhibitions, technical achievements, and regulatory compliance standards.
BAOD EXTRUSION presented "Smart Extrusion & High-Efficiency Innovation" solutions, displaying our latest automated technology to the global market.
Release Date: Apr/30In critical safety sectors, precision is paramount. Learn how our customized systems guarantee reliable performance in infrastructure deployment.
Release Date: Mar/26An in-depth analysis of medical tube quality criteria, discussing how modern Chinese manufacturing achieves European regulatory compliance.
Release Date: Mar/23How BAOD Extrusion guarantees wall thickness, pressure limits, and chemical resistance for critical fuel and brake line systems.
Release Date: Mar/19Exploring structural developments in vehicle doors, EV NVH requirements, and the transition toward recyclable TPV sealings.
Release Date: Mar/17