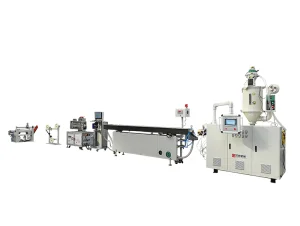
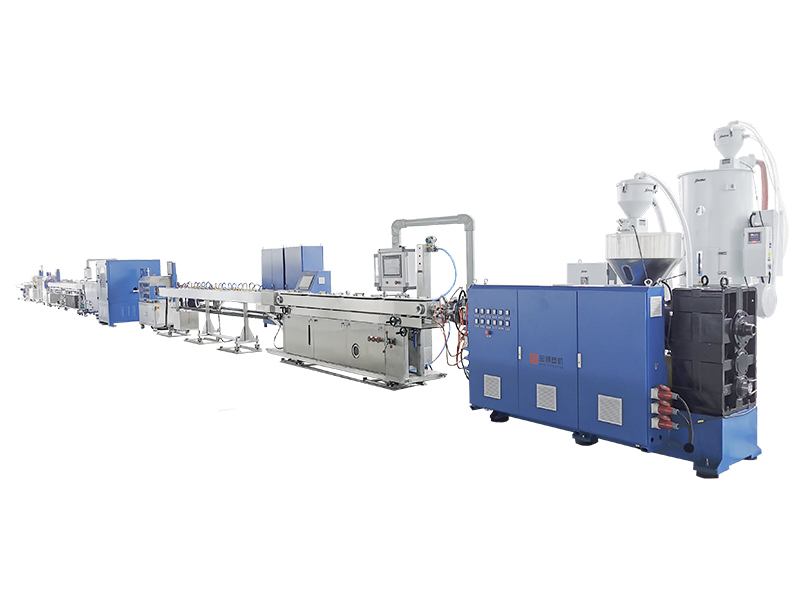
High-precision auxiliary equipment and specialized extrusion configurations for advanced production plants.





In modern industrial applications, Polyethylene (PE)—including High-Density (HDPE), Medium-Density (MDPE), and Low-Density (LDPE)—is a foundational polymer for conveying fluids, gases, and protecting fiber optic communications. Designing a reliable custom Polyethylene tube extrusion line demands an in-depth understanding of polymer rheology, thermal stabilization, and mechanical precision. This paper addresses the current technological paradigms, engineering challenges, and structural solutions that system integrators and production managers must deploy to achieve optimal dimensional control and operational efficiency.
“The transition to high-output, low-tolerance Polyethylene extrusion requires closed-loop control architectures and specialized screw geometries that mitigate melt fracture while ensuring absolute melt homogeneity.” — Engineering Council, BAOD Extrusion
Polyethylene behaves as a non-Newtonian, pseudoplastic fluid under extrusion conditions. High shear rates inside the die reduce melt viscosity, which is highly beneficial for output rates but poses severe challenges for shape retention upon exiting the die face. The molecular weight distribution (MWD) of the resin dictates the shear-thinning response. Bimodal PE resins, frequently chosen for high-strength pressure pipes, exhibit complex viscosity curves that require tailored screw designs to prevent excessive shear heat generation.
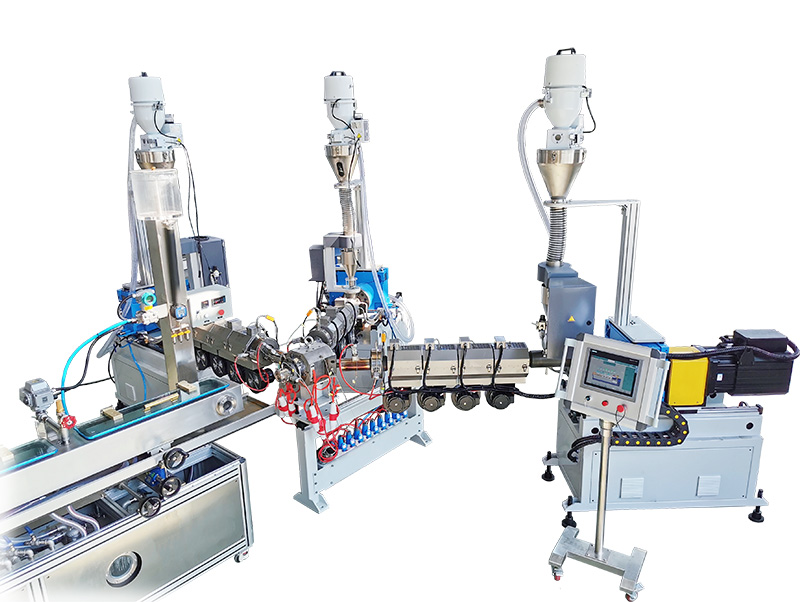
A custom PE extrusion line must be engineered with a barrier-type screw featuring a dynamic dispersive and distributive mixing section (such as Maddock or pineapple mixers). This maintains a uniform melt temperature profile (typically between 180°C and 230°C for HDPE) and prevents localized thermal degradation. If the polymer melt is not thermally uniform, the resulting tube will suffer from uneven wall thickness, micro-voids, and inner surface roughness that compromises burst pressure capability.
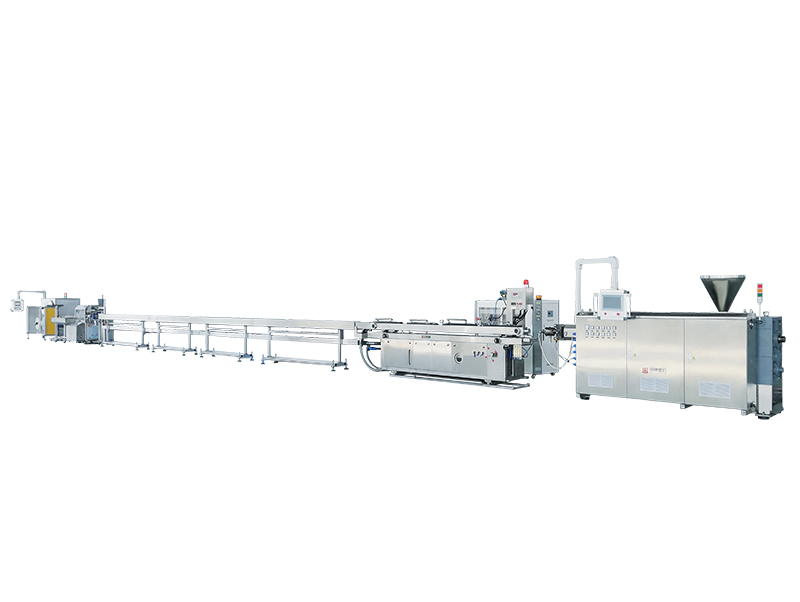
The transition from a molten parison to a highly structured tube with precise outer diameters (OD) and wall thickness requires advanced calibration. In PE tube manufacturing, vacuum calibration is the dominant methodology. The vacuum sizing tank uses a precise calibrator sleeve (often machined from wear-resistant bronze alloys) combined with water spray cooling. The vacuum level within the tank creates a pressure differential that expands the soft PE tube against the inner walls of the calibrator sleeve.
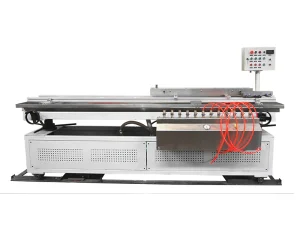
Managing the balance between cooling rate and material shrinkage is critical. Polyethylene has a high crystalline melting point and a relatively high coefficient of thermal expansion, resulting in significant shrinkage (often 1.5% to 3.0% depending on density). To counter this, multi-stage cooling zones are utilized. In high-speed small-diameter lines, the initial vacuum tank is followed by secondary and tertiary water spraying tanks. Precise water temperature control (typically maintained between 15°C and 20°C via industrial chillers) prevents rapid crystallization, which can introduce internal residual stresses and cause post-extrusion warping.
Global procurement directors assessing Polyethylene tube extrusion lines look beyond initial capital expenditure (CAPEX). The focus has shifted to Total Cost of Ownership (TCO), where energy consumption, material scrap rates, and line downtime represent the main drivers of long-term profitability. Implementing gravimetric dosing systems at the feeding throat ensures real-time wall thickness control and raw material savings of up to 5% by operating near the lower tolerance limit of specifications.
Compliance with international standards is also mandatory. Extrusion lines destined for North America must meet UL/CSA electrical certification and ASME pressure vessel codes for vacuum chambers, while equipment deployed in the European Union must strictly align with CE directives (specifically EN 1114 for safety requirements of extruders and die heads). A global OEM must integrate these safety systems—such as dual-channel safety loops, safety-rated speed monitoring, and interlocked physical guarding—directly into the base machine design.
The future of plastics extrusion lies in autonomous loop correction. Modern lines are increasingly fitted with continuous ultrasonic wall-thickness measuring systems positioned immediately after the first vacuum tank. These systems measure the tube dimensions around its entire circumference at up to 16 points. The data is processed by the main PLC, which automatically adjusts the haul-off speed (puller) and the extruder screw speed to maintain constant dimensions—a process known as thermal-die ring centering or auto-centering.
Additionally, predictive maintenance algorithms are replacing scheduled service intervals. By monitoring motor vibration, screw torque limits, and heater band power consumption patterns, the machine controller can predict component wear (such as screw flight degradation or heater band failure) weeks before a critical stoppage occurs. This IIoT integration, utilizing OPC UA communication protocols, enables seamless data flow from the shop floor to enterprise resource planning (ERP) systems, paving the way for fully smart-factory compliant operations.
Corporate Profile
BAOD EXTRUSION (Jiangsu Baodie Automation Equipment Co., Ltd.), established in 2002, is dedicated to the professional design, manufacturing, and distribution of high-end plastic extrusion machinery. Leveraging 18 years of advanced design and fabrication expertise inherited from our Taiwan heritage, our parent company (KINGSWEL GROUP) established our primary manufacturing footprint in Shanghai in 1999. Over the past decades, we have scaled our production capabilities to address the stringent requirements of global medical, automotive, and infrastructure sectors.
Operating from our advanced facility in Jiangsu, we deliver integrated extrusion systems built on decades of continuous improvement and engineering innovation.
Engineered systems configured to meet specific regulatory frameworks and technical requirements.

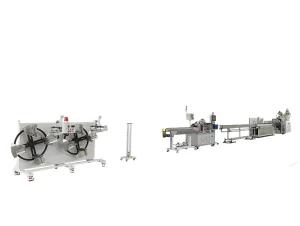
Designed for micro-tubing fabrication with tight dimensional control, optimized for medical and instrumentation sectors.
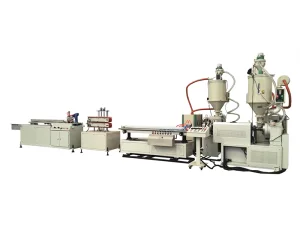
Configured for multi-layered co-extrusion for automotive fuel and emissions-control hoses.
Meets sterile manufacturing compliance; features advanced vacuum control for cleanroom installations.

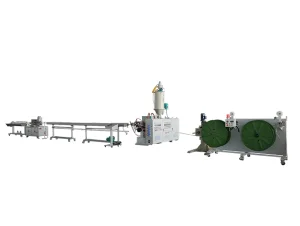
High-output forming systems with rapid block mold cooling for wire harness protection and conduits.
Features synchronized knitting heads for pressure reinforced flexible composite tubing structures.

Precision profile co-extrusion with metal carrier insertion capabilities for automotive weatherstripping.
Technical updates and exhibition highlights directly from BAOD EXTRUSION engineering team.

From April 21–24, CHINAPLAS 2026 was successfully held at the National Exhibition and Convention Center in Shanghai. BAOD EXTRUSION showcased its latest R&D achievements at Booth 7.1C04, presenting “Smart Extrusion & High-Efficiency Innovation” solutions...

In sectors ranging from mining to demolition, detonating tubes demand zero-defect safety tolerances. BAOD EXTRUSION provides advanced co-extrusion systems designed to ensure consistent core material dispersion and precise outer sheath geometry...

Analyzing precision metrics, mechanical components, and automation integration levels between Chinese-manufactured systems and traditional European counterparts to determine modern high-speed medical tube production efficiency...

Automotive fluid, fuel, and vacuum lines demand stringent compliance with safety and chemical emission guidelines. Discover the quality management frameworks and validation procedures BAOD implements to satisfy global OEM criteria...

With electric vehicle cabins requiring enhanced acoustic insulation, sealing strip extrusion technology must evolve. BAOD presents advanced multi-component co-extrusion technology configured for lightweight structural foams...
Direct technical answers addressing the core challenges of precision PE profile and tube manufacturing.
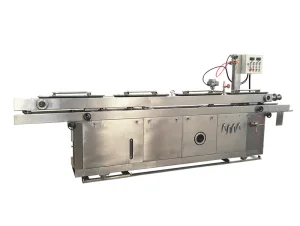
From single screw extruders to downstream cutting, winding, and tooling modules.