Engineered for extreme wear resistance, thermal stability, and maximum dimensional control.





BAOD EXTRUSION (Jiangsu Baodie Automation Equipment Co., Ltd.) was founded in 2002, dedicating its core engineering competency to the design, custom manufacture, and global distribution of advanced plastic extrusion equipment. Leveraging over 25 years of engineering experience in designing high-quality, high-performance machines rooted in Taiwanese technical paradigms (via parent entity KINGSWEL GROUP), the company established its major production hub in Shanghai in 1999, expanding into a world-class manufacturing complex in Jiangsu.
Our technical path focuses on high-precision plastic melt flow optimization. The custom-designed screw and barrel assemblies represent the mechanical heart of our production lines, enabling steady shear distribution, minimized thermal variation, and extended machine lifespan when processing highly filled or abrasive polymers.
By integrating professional metallurgic formulations with optimized screw flight profiles, BAOD Extrusion guarantees consistent production uptime. We partner with chemical developers and profile manufacturers globally to build standard-setting melt delivery solutions.
Explore CapabilitiesA comprehensive guide on screw barrel optimization, alloy metallurgy, processing efficiency, and purchasing considerations for global production managers.
In modern polymer extrusion, the screw and barrel assembly serves as the pressure-building, thermal-homogenizing engine of the system. Industrial developments show a massive shift towards high-performance thermoplastics (e.g., fluoropolymers, PEEK, medical TPU, and high-performance polyolefins). Processing these compounds requires specialized screw geomentries.
To prevent premature wear caused by corrosive outgassing (such as fluoropolymer processing) or glass-fiber abrasive abrasion, manufacturers use high-durability alloys. Advanced metallurgies like nitrided steel (38CrMoAlA), powder metallurgy (PM) bimetallic linings (Fe-Cr-Ni-B-Si matrices), and cobalt-based stellite flight overlays are now standard solutions for maximizing wear resistance.
A standard extruder screw is divided into three functional zones: the Feed Zone, the Compression (Transition) Zone, and the Metering Zone. The design of these channels must correspond directly with the rheological curve of the polymer:
- L/D Ratio (Length-to-Diameter): Typically ranges from 24:1 up to 40:1. Higher L/D ratios offer better mixing and thermal homogeneity, which are critical for high-speed pipe and profile lines.
- Compression Ratio: The ratio of the channel depth in the feed section to that in the metering section. For heat-sensitive PVC, a low compression ratio (1.8:1 to 2.2:1) prevents thermal degradation, whereas for crystalline polymers like PE/PP, ratios of 2.8:1 to 3.5:1 ensure uniform melting.
- Barrier & Mixing Segments: Integration of Maddock, pineapple, or slotted mixing elements disperses unmelted polymer clusters and colorants without generating localized hot spots.
China's manufacturing clusters, particularly in the Jiangsu and Shanghai regions, offer unmatched advantages in high-precision screw and barrel fabrication. Using multi-axis CNC screw milling machines, vertical deep-hole honing lines, and computerized nitriding furnaces, factories like BAOD Extrusion deliver high precision at cost-effective price points.
By consolidating raw material procurement, thermal treatment, precision machining, and QA laboratories under one roof, production times are reduced from months to weeks. The scale of these operations allows Chinese manufacturers to offer customized, application-specific screw designs at a lower Total Cost of Ownership (TCO) than Western OEM suppliers, with no compromise on tool longevity.
Looking forward, the integration of IoT sensors within the barrel block is transforming melt quality management. Heat monitoring thermo-sensors are now paired with AI-driven control models that dynamically adjust screw RPM and cooling loops to stabilize output.
Furthermore, the surge in bio-plastics (like PLA, PHA) and post-consumer recycled (PCR) resins presents new processing challenges. Recycled materials contain highly variable particulate contaminants that cause rapid abrasion. Screw manufacturers are responding by developing dense ceramic-metal composite (cermet) coatings to maintain screw profile integrity under harsh, high-variability recycling operations.
Our customized screw barrel configurations are specifically optimized to power production across demanding sectors:
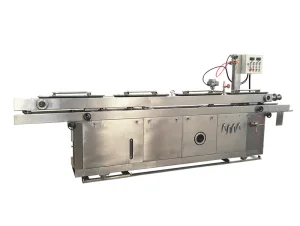
Extrusion of multi-layer PA fuel tubes, cooling lines, and TPV/PVC weatherstrips demands strict melt flow stability. The screw design minimizes pressure fluctuations, ensuring high-tolerance wall thicknesses even at elevated line speeds.
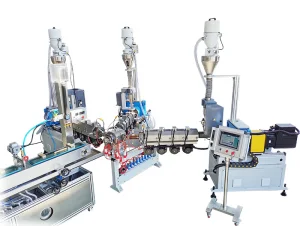
Processing medical-grade polymers (such as PUR, Pebax, or FEP) for multi-lumen catheter tubes requires screws with optimized shear profiles to prevent material degradation and gel formation, maintaining strict cleanroom standards.
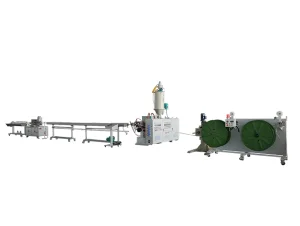
Producing high-speed single-wall corrugated conduit pipes from PE, PP, or PVC requires wear-resistant, high-torque screw designs. These configurations maintain high output when processing recycled regrinds and mineral-filled compounds.
Global machinery purchasing teams assess technical risks using a standard set of engineering criteria:
For procurement officers, sourcing screw barrels is not just about comparing costs; it requires looking at the **Total Cost of Ownership (TCO)**. When a production line shuts down due to screw degradation, the hourly loss in output often exceeds the cost of a replacement assembly. Procurement specifications should focus on three critical factors:
Specify a bimetallic alloy thickness of 1.5mm to 3.0mm in high-stress zones.
Nitrided steels should exhibit HV10 ≥ 900, with a nitride depth of 0.4 - 0.7mm.
Polished surfaces must maintain Ra ≤ 0.4 μm to prevent stagnant melt areas and degradation.
Stay up to date with our latest production line developments, technical presentations, and global plastic trade shows.

BAOD EXTRUSION presented its latest R&D achievements at Booth 7.1C04, showcasing "Smart Extrusion · High-Efficiency Innovation" solutions tailored for next-generation polymer processing lines.
Read More +
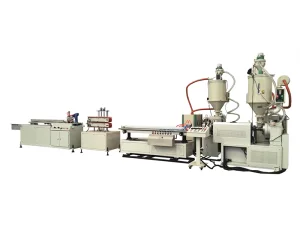
Delivering specialized, ultra-precise small-diameter tubing lines for industrial explosives applications, requiring extreme safety margins, process control, and customized screw barrel melt stability.
Read More +
A technical comparison highlighting how optimized melt channels and bimetallic tooling allow Chinese manufacturers to match strict European tolerance standards for medical catheters.
Read More +Technical answers to common engineering questions concerning screw and barrel maintenance, wear, and setup.
The most common indicators include a drop in output, fluctuations in discharge pressure, and rising melt temperatures due to increased backflow (leakage flow) over the screw flights. A physical measurement of the gap between the flight land and the barrel wall will show if it exceeds standard wear tolerances.
Nitrided barrels (using 38CrMoAlA) have a hard surface layer about 0.5mm deep, which is ideal for processing standard, non-abrasive polymers. Bimetallic barrels feature a cast alloy liner (such as tungsten carbide or nickel-based alloys) that is 1.5mm to 3.0mm thick. This structure provides superior protection against wear when processing glass-filled, halogen-free, or highly corrosive materials.
Short L/D ratios (e.g., 20:1 or 24:1) are chosen for thermally sensitive plastics like rigid PVC to minimize resonance time. Higher L/D ratios (e.g., 30:1, 33:1, or 36:1) are preferred for high-output engineering polyolefins and masterbatch compounds to ensure complete melting and uniform color mixing.
Generally, no. PVC is highly heat-sensitive and requires a low-shear, low-compression design (often with a twin-screw setup for profile and pipe extrusion). HDPE, on the other hand, is a semi-crystalline polymer that needs high shear and a high compression ratio to melt properly. Running both on the same screw geometry will result in either poor melting or material degradation.
We ensure precise clearance tolerances based on the thermal expansion rates of the selected steel grades. Thermal zoning controls, high-accuracy alignment testing, and matching barrel heater bands help prevent uneven thermal expansion, which is the primary cause of screw binding.
Explore our technical downstream systems and specialized extruders designed to work alongside our custom screw barrel technologies.