BAOD EXTRUSION (Jiangsu Baodie Automation Equipment Co., Ltd.), founded in 2002, is dedicated to the design, manufacturing, and sales of world-class plastic extrusion equipment. Leveraging 18 years of experience in designing and fabricating high-precision machines in Taiwan, our parent company (KINGSWEL GROUP) established our extrusion manufacturing base in Shanghai in 1999. Today, we stand as a premier global benchmark for plastic extrusion excellence.
Years of R&D Experience
Advanced Production Base
Highly Skilled Engineers
Polyvinyl Chloride (PVC) is a uniquely complex thermoplastic. Unlike semi-crystalline polymers that exhibit a distinct melting point, PVC is an amorphous material structured with crystalline domains. Processing PVC requires achieving the perfect degree of gelation (or fusion)—typically between 60% and 75% for pressure pipes, and 70% to 85% for medical tubing and structural profiles.
The processing temperature window of PVC is remarkably narrow. Unplasticized PVC (uPVC) begins to soften around 80°C (Glass Transition Temperature, Tg), but only becomes processable between 170°C and 190°C. However, thermal degradation—characterized by dehydrochlorination (evolution of hazardous HCl gas)—commences at approximately 180°C and accelerates exponentially beyond 200°C.
To prevent degradation, PVC formulations utilize stabilizer packages (such as Calcium-Zinc or Lead-based compounds). Nonetheless, the mechanical design of the extruder must limit local heat build-up. Excess heat caused by shearing can easily degrade the material, resulting in black spots, mechanical failure, or yellowing of the finished product.
Optimizing temperatures along the extruder barrel requires a zonal approach that coordinates external heating bands with internal shear heat.
| Extrusion Zone | Typical Temp Range (uPVC) | Typical Temp Range (Flexible PVC) | Thermodynamic Process Function |
|---|---|---|---|
| Zone 1: Feeding | 140°C - 155°C | 120°C - 140°C | Preheats powder/pellets, establishes friction, and starts compaction. |
| Zone 2: Compression | 155°C - 170°C | 135°C - 155°C | Compacts the melt, expels air, and initiates gelation under high pressure. |
| Zone 3: Metering | 170°C - 180°C | 150°C - 170°C | Homogenizes the melt. Viscous heating is controlled by screw design. |
| Zone 4: Adapter | 175°C - 185°C | 155°C - 175°C | Smooth transition zone from rotary screw flow to linear die flow. |
| Zone 5: Die Head | 180°C - 195°C | 165°C - 185°C | Shapes the polymer melt. High heat ensures smooth surfaces; too much causes drool. |
*Note: Exact profiles depend on the specific formulation, stabilizer content, screw L/D ratio, and screw rotation speed.
A common mistake in PVC extrusion is relying solely on barrel heaters to regulate melt temperature. In reality, up to 70% of the energy input in a high-speed PVC line is mechanical energy generated by viscous shear heating.
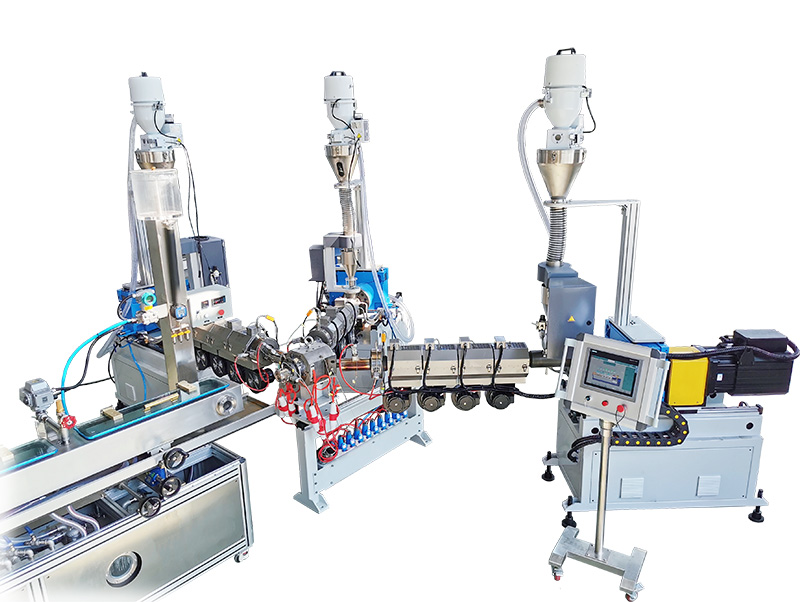
If the shear rate is too high, the melt temperature will exceed set parameters even with barrel cooling fans running continuously. To manage this, BAOD utilizes specialized screw profiles with internal oil-tempering cores. By circulating oil through the center of the screws, we can cool the polymer melt directly at the screw root, preventing localized degradation.

Extremely tight tolerances for specialized industrial applications.
Co-extrusion solutions for high-barrier automotive lines.
Cleanroom-compatible medical tubing extrusion lines.

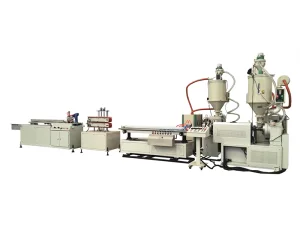
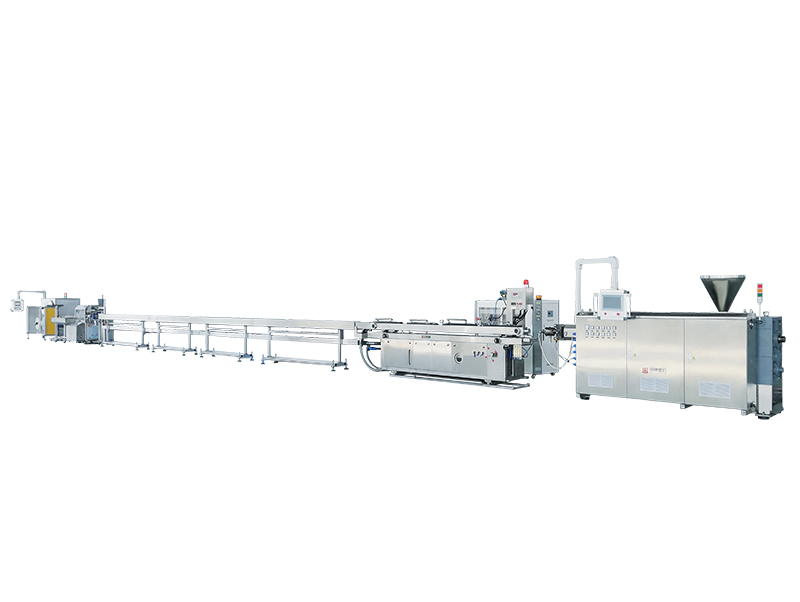
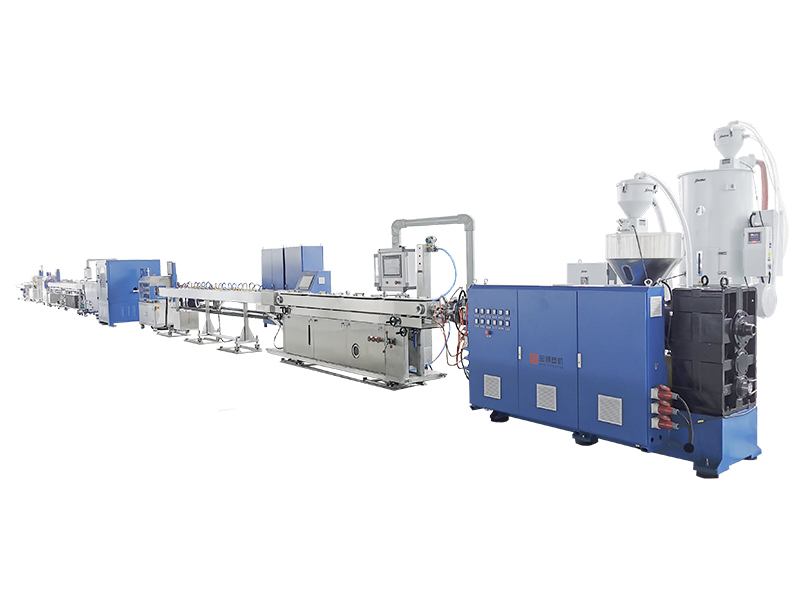
Engineered for electrical conduits and fluid transport systems.
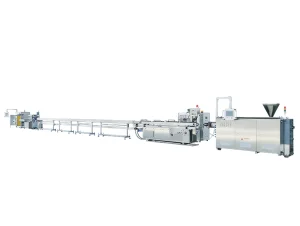
Multi-stage reinforced hose extrusion with precision knitting.

High-automation profiles for premium automotive sealing.
China’s plastic extrusion machinery industry has evolved from copying basic designs to pioneering intelligent, highly automated systems. As a leading manufacturer based in Jiangsu, BAOD combines Taiwan’s precision design heritage with China's robust industrial supply chain.
Our 16,000 square meter factory in Jiangsu is equipped with state-of-the-art tooling to deliver high-output, reliable extrusion lines.
Established Year
In-house Machining
Max Diameter Tolerance
Global Compliance
Medical PVC tubes require ±0.02mm diameter tolerances. Our PID-driven temperature control avoids overheating, preventing micro-degradation that could compromise medical biocompatibility.
Co-extruded PVC/TPV sealing strips rely on perfect temperature matching between the two materials at the die exit to guarantee adhesion and a clean surface finish.
For single-wall and double-wall corrugated pipes, maintaining the proper polymer melt strength at the die exit is crucial to prevent wall collapse during vacuum forming.
Modern plastic processors require machinery that is energy-efficient, compatible with digital control systems, and adaptable to recycled materials.

BAOD presented "Smart Extrusion & High-Efficiency Solutions" at Booth 7.1C04 in Shanghai Hongqiao...

Exploring the precision manufacturing of ultra-thin detonating tubes for mining and infrastructure demolition...

Comparing multi-lumen micro-tubing tolerances, control configurations, and cleanroom compatibility...

How we ensure compliance with strict automotive design standards for critical fluid delivery systems...

Analyzing trends in high-efficiency, multi-material co-extrusion for electric vehicle sealing strips...
Low processing temperatures lead to incomplete gelation (fusion), causing un-plasticized PVC grains to pass through the die. This compromises the mechanical properties of the finished product, resulting in brittle walls, reduced burst pressure resistance, and a rough surface finish.
Viscous shear heating generates internal thermal energy through friction as the polymer passes between the screw flights and the barrel. If the screw speed or formulation shear rate is too high, this shear heat can exceed the set temperature parameters, requiring active cooling of the barrel and screw core.
Because PVC is highly heat-sensitive, polymer sticking to the screw root can degrade and form black spots. Circulating oil through the center of the screw maintains a consistent temperature, preventing material degradation on the screw surface.
Typically, temperature profiles rise from feeding to metering, and then flatten or drop slightly at the adapter before peaking at the die exit. This ensures that the material achieves uniform viscosity and flow properties as it enters the die.
Formulations with high levels of calcium carbonate filler require higher processing temperatures and produce more shear heat. In contrast, highly plasticized flexible PVC processes at lower temperatures and requires gentler screw geometries.